푸스키
푸스키 스페인어
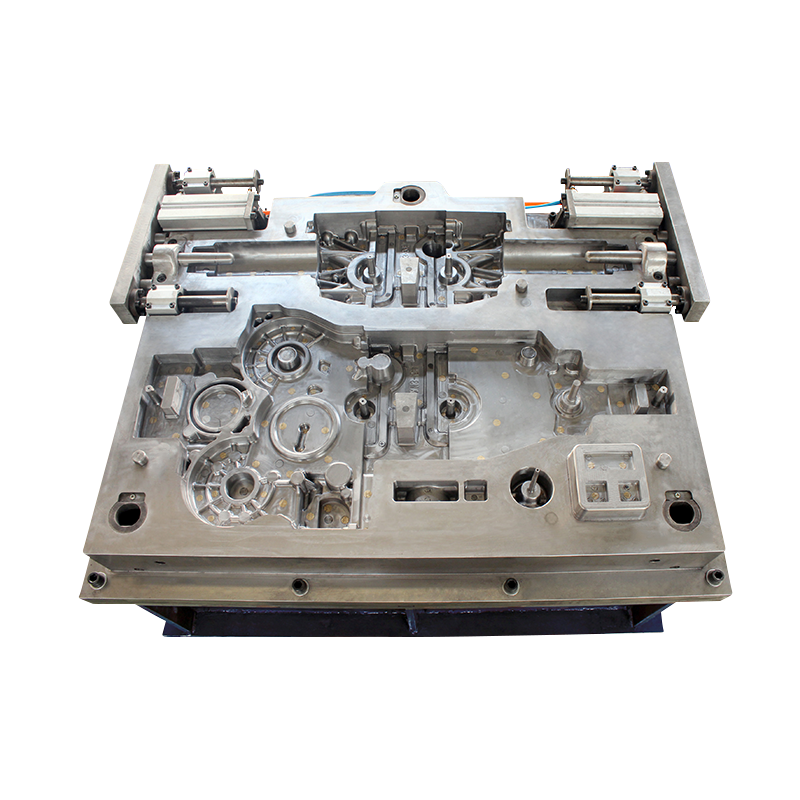
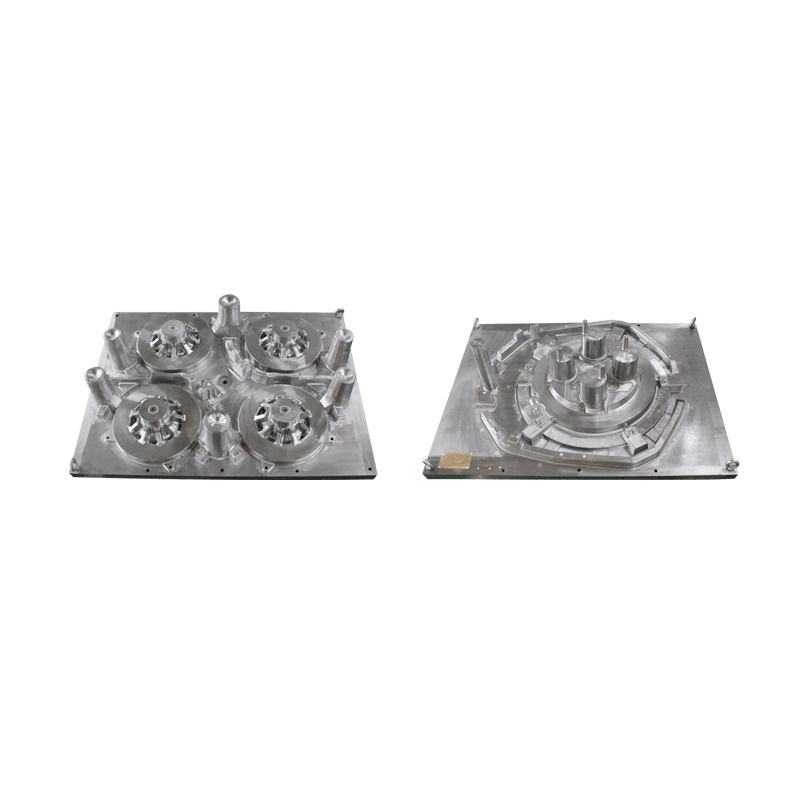
스페인어 다이캐스팅 금형 부품의 생산 및 가공에서 복잡한 형상과 구조로 인해 각 부품의 단면 크기에 분명한 차이가 있으므로 열처리를 할 때 각 부품의 가열 및 냉각 속도는 또한 다릅니다. 이러한 상황은 부품의 다양한 부분에서 뚜렷한 열 응력, 조직 응력 및 위상 전이 체적의 형성으로 이어질 수 있습니다. 부품의 부피가 비정상적으로 팽창하거나 수축하여 크기와 모양에 큰 편차가 생기고 심지어 균열이 발생합니다.
다이캐스팅 금형의 열처리 변형 및 균열에는 강철의 화학적 조성 및 원래 구조, 부품의 구조적 형상 및 단면 크기, 열처리 공정 등 여러 가지 이유가 있습니다. 실제 생산에서 변형은 완전히 제거하는 것이 불가능한 경우가 많으며 변형의 발생 정도는 가능한 한 줄여야 하지만 적절한 조치를 취하면 균열을 완전히 피할 수 있습니다.
1. 예비 열처리
소위 예비 열처리는 최종 열처리와 관련이 있습니다. 즉, 최종 열처리 전에 예비 열처리 단계가 추가되어 최종 열처리를 위해 우수한 기계 가공성 또는 미세 구조를 제공할 수 있습니다. 일반적인 예비 열처리 공정에는 어닐링, 노멀라이징, 담금질 및 템퍼링이 포함됩니다.
공석강 스탬핑 다이의 예비 열처리의 경우 망상형 2차 시멘타이트, 결정립 미세화 및 단조품의 내부 응력을 제거하는 데 중점을 둡니다. 구체적인 공정은 먼저 정규화 처리를 수행한 다음 구형화 어닐링을 수행하는 것입니다. 스탬핑 다이 부품의 경우 저온 템퍼링으로 안정화되어야 합니다. 형상이 복잡하고 정밀도가 요구되는 금형의 경우 열처리 중 변형 및 균열 가능성이 높기 때문에 황삭 가공 완료 후 마무리 가공을 시작하기 전에 적절한 담금질 및 뜨임 처리를 수행해야 합니다. 열처리는 가능한 한 균열이 발생하지 않도록 조직을 준비하는 데 사용됩니다.
2. 담금질 가열 방식 및 부품 보호
담금질 및 템퍼링은 부품의 변형 및 균열이 가장 발생하기 쉬운 공정입니다. 일부 소형 다이캐스팅 금형, 가느다란 원통형 부품 또는 고합금강 금형 부품 등의 경우 직접 가열 담금질 방법을 피해야 하지만 섭씨 520~580도로 예열한 다음 매체에 넣어야 합니다. 온도 소금 목욕 용광로. 담금질 온도로 가열하십시오. 이 가열 방법을 사용하는 부품의 변형은 전기로 또는 반사로에서 직접 가열 및 담금질하는 것보다 훨씬 적고 기본적으로 균열을 피할 수 있음이 입증되었습니다.
담금질 중에 오스테 나이트 부품의 가열 온도가 너무 높으면 입자가 거칠어지고 산화, 탈탄 및 기타 현상이 발생하기 쉬워 부품의 변형 및 균열이 발생합니다. 온도가 너무 낮으면 부품의 내부 구멍이 줄어들고 기공 크기가 줄어듭니다. 작아지다. 따라서 허용 가능한 가열 온도 범위 내에서 담금질 온도의 상한선을 선택하십시오. 합금강의 경우 가열 온도가 너무 높아 내부 구멍이 확장되고 기공 크기가 커집니다. 허용 온도의 하한을 선택하는 것이 가장 좋습니다.
또한 담금질 및 템퍼링 시 변형 및 균열이 발생하기 쉬운 부품을 효과적으로 보호하기 위한 조치를 취하여 형상 및 단면이 대칭이 되고 내부 응력이 균형을 이루도록 해야 합니다. 이는 특히 복잡한 모양의 부품에 해당됩니다. 일반적으로 사용되는 보호 방법에는 베일링, 필링 및 플러깅이 포함됩니다.
3. 냉각 방식의 최적화 및 냉각수 선택
다이캐스팅 몰드 부품이 가열되면 용광로에서 꺼낸 후 냉각수에 직접 넣지 않아야 국부적 온도차가 너무 커서 변형 및 균열이 발생하기 쉽습니다. 올바른 방법은 먼저 부품을 공기 중에서 미리 냉각시킨 다음 냉각수에 넣어 담금질하는 것입니다. 각 부품의 균일한 냉각 속도를 확보하기 위해서는 냉각수를 넣은 후 적절히 회전시켜야 하며, 회전 방향은 고정하지 않는 것이 바람직하다.
냉각수 선택도 똑같이 중요합니다. 합금강의 경우 질산칼륨 및 아질산나트륨 열탕을 사용하는 등온 담금질 또는 단계적 담금질은 변형을 줄이는 효과적인 방법이며, 특히 복잡한 모양과 정밀한 치수를 가진 다이캐스팅 금형의 경우 더욱 그렇습니다. 일부 다공성 금형 부품은 오일에서 냉각 및 수축하고 질산염에서 냉각 및 팽창하는 특성을 가지고 있습니다. 두 가지 매체를 합리적으로 사용하면 담금질로 인한 부품 변형도 줄일 수 있습니다.
4. 템퍼링 처리의 제어
다이캐스팅 몰드 부품을 냉각수에 담금질한 후 공기 중에 너무 오래 머물지 말고 템퍼링 처리를 위해 템퍼링로에 넣어 부품의 내부 응력을 제거하고 변형 경향을 줄여야 합니다. 그리고 크래킹. 특히 와이어 커팅으로 가공해야 하는 일부 다이캐스팅 몰드 부품의 경우 와이어 커팅 가공 전에 단계적 담금질 및 다중 템퍼링 열처리를 사용하여 부품의 담금질성을 효과적으로 개선하고 내부 응력 분포를 균일하게 만들 수 있습니다. 변형 및 균열이 적습니다. 템퍼링 공정 중에 저온 템퍼링 취성 및 고온 템퍼링 취성의 발생을 피할 필요가 있습니다.