푸스키
푸스키 스페인어
스페인어 (1) 주물 리브 설계 요건:
리브의 기능은 벽 두께가 감소한 후 부품의 강도와 강성을 향상시키고 주물의 수축 및 변형이 감소하는 것을 방지하고 금형에서 이형될 때 공작물의 변형을 방지하는 것입니다. . , 다이캐스팅 리브의 두께는 그것이 위치한 벽의 두께보다 작아야 하며 일반적으로 위치의 두께의 2/3에서 3/4를 차지합니다.
(2) 주조 설계를 위한 벽 두께 요건:
다이캐스팅의 벽 두께(일반적으로 벽 두께라고 함)는 다이캐스팅 몰드 공정에서 특히 중요한 요소입니다. 금형 온도 구배, 압력의 영향(최종 비압), 금형 유지 시간, 주조 이젝션 온도 및 작동 효율 분석
ㅏ. 부품의 벽 두께가 두꺼울수록 다이캐스팅의 기계적 특성이 크게 감소하고 벽이 얇은 주물은 압축성이 우수하여 주물의 강도와 내압성이 상대적으로 향상됩니다.
비. 주물의 벽 두께는 너무 얇아서는 안됩니다. 너무 얇으면 알루미늄 액체 충진 불량, 성형 곤란, 알루미늄 합금의 용접 불량, 주조 표면의 냉간 절연과 같은 결함이 발생하여 다이캐스팅 공정이 어려워집니다. 내부 기공, 수축 구멍 및 기타 결함의 수가 증가합니다. 따라서 주물의 충분한 강도와 강성을 확보하는 것을 전제로 주물의 벽두께를 최대한 줄이고 단면의 두께를 균일하게 유지하여야 한다. 수축과 같은 결함을 피하기 위해 주조는 두꺼운 벽의 두께를 줄여야 하고(재료 감소) 리브를 늘려야 합니다. 대면적 편평형 벽이 두꺼운 주물의 경우 주물의 벽 두께를 줄이기 위해 리브를 설정해야 합니다.
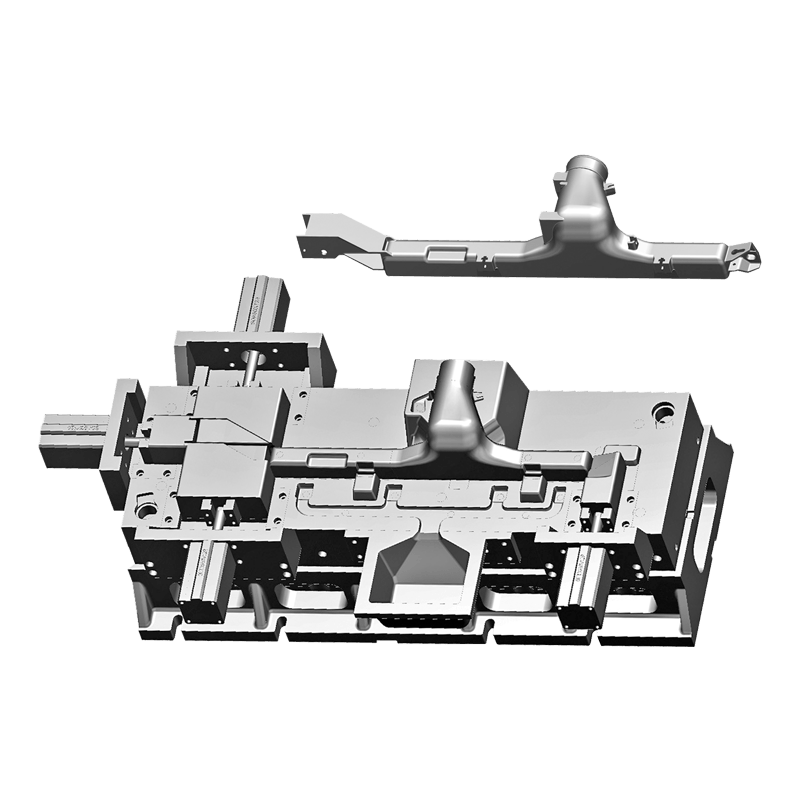
(3) 다이캐스팅의 형상 및 구조 요건:
ㅏ. 내부 언더컷을 제거합니다.
비. 코어 당김 부품을 피하거나 줄입니다.
씨. 코어 교차를 피하십시오.
합리적인 다이캐스팅 구조는 다이캐스팅 몰드의 구조를 단순화하고 제조 비용을 절감할 뿐만 아니라 주조 품질을 향상시킬 수 있습니다.