푸스키
푸스키 스페인어
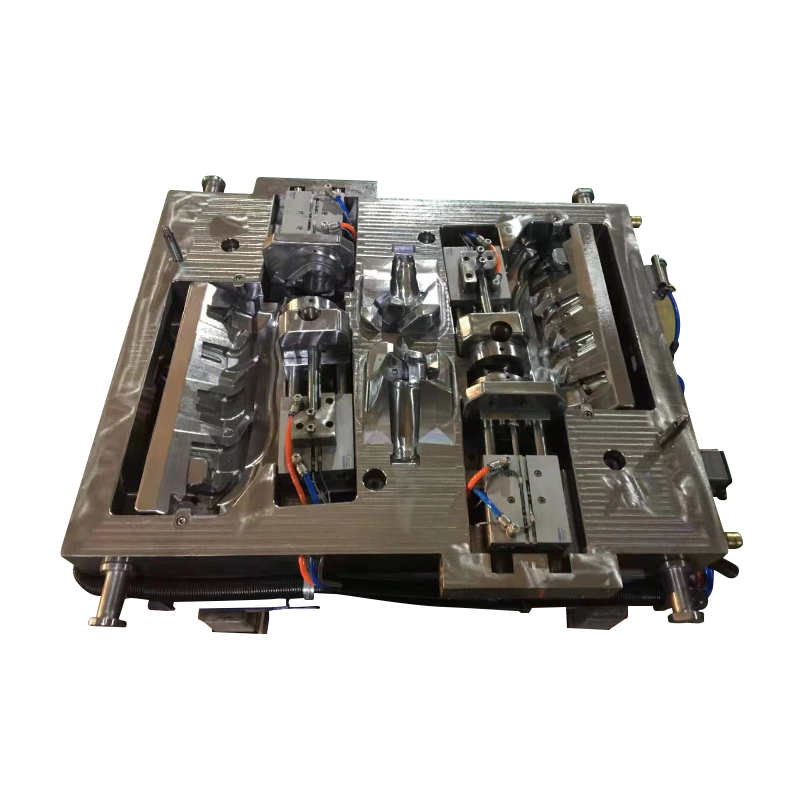
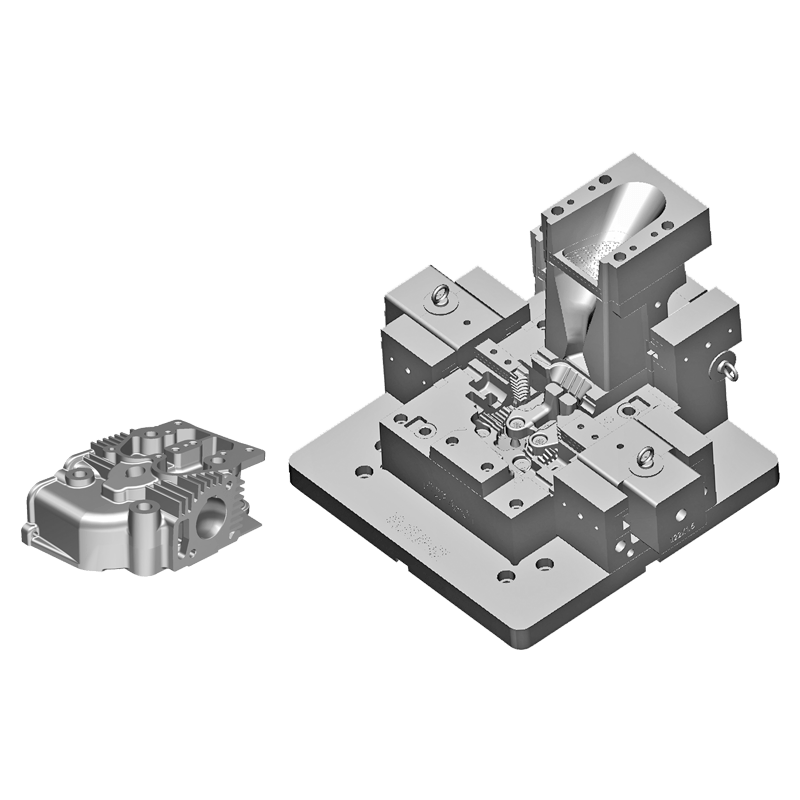
스페인어 트리밍 다이는 캐스팅에서 게이트, 플래시 및 오버플로를 절단하는 것입니다. 대부분의 다이캐스팅은 다듬어야 합니다. 트리밍 방법은 주물의 크기, 주물 합금의 종류, 트리밍해야 하는 주물의 수에 따라 결정됩니다. 사용된 방법에 관계없이 대부분의 경우 트리밍되는 주물 수가 매우 많으며 트리밍 공정이 다이캐스팅 기계의 높은 생산성을 따라잡을 수 있어야 한다는 점을 인식하는 것이 중요합니다. 가장자리를 다듬는 가장 쉬운 방법은 주물의 불필요한 부분을 손으로 제거하는 것입니다. 작은 주물의 경우 게이트, 플래시 및 오버플로 홈이 파손됩니다. 대형 주물의 경우 망치를 사용하여 쓸모 없는 부품을 두드려야 합니다. 부러진 가장자리는 연삭 휠로 부드럽게 할 수 있지만 연삭 휠로 갈 수 없는 부분은 손으로 갈아야 합니다.
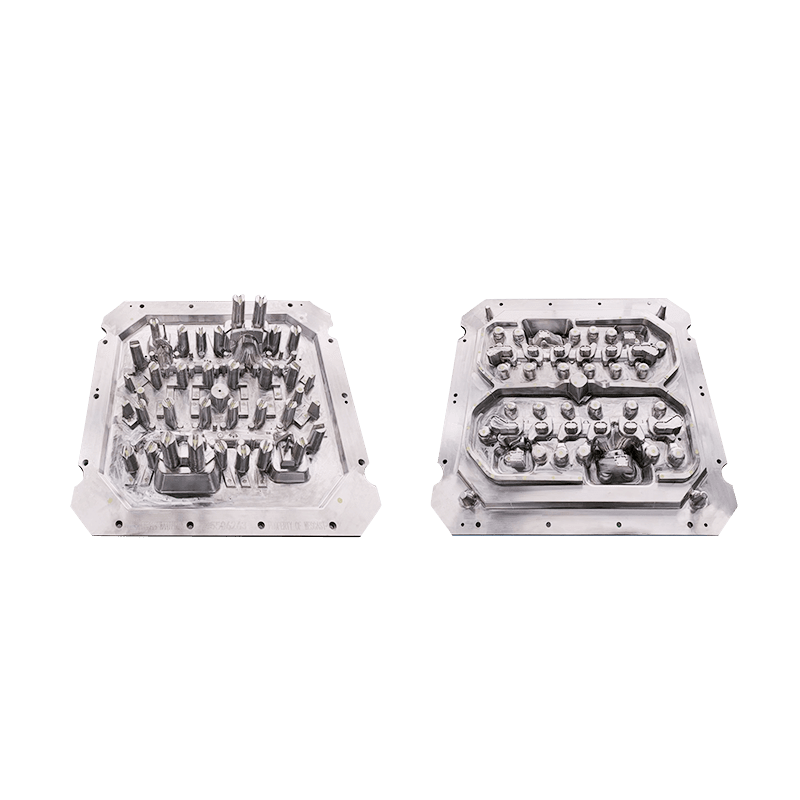
주물의 쓸모없는 부분을 없애기 위해서는 설계 단계에서 다양한 대책을 강구해야 한다. 게이트의 두께와 오버플로우 홈의 인터페이스 두께는 분리가 용이하도록 얇아야 하며, 게이트 면적의 축방향 수축이 최소화되어야 한다. 그러나 게이트의 두께는 주물의 품질에 영향을 미치지 않도록 너무 얇아서는 안됩니다. 원통형 부품과 같은 곡선형 인게이트는 파손되기 더 어렵기 때문에 인게이트는 가능한 한 프로파일의 직선 부분에 위치해야 합니다. 곡선 분할 표면을 따라 실행되는 인게이트의 경우에도 마찬가지입니다.
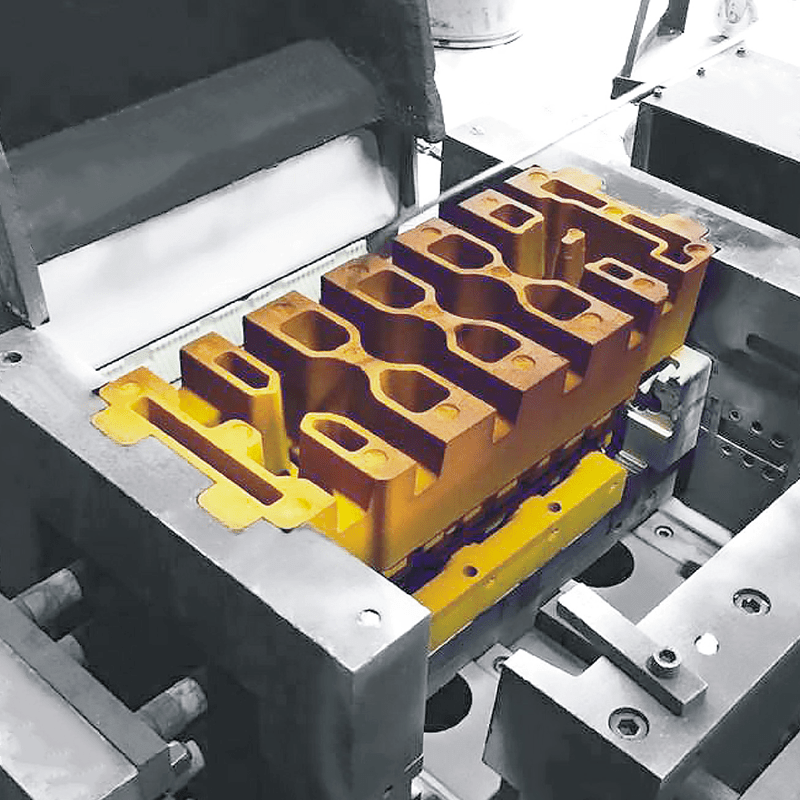
때로는 다이캐스팅의 내부 게이트가 매우 두꺼워 충전 속도와 충전 시간이 단축됩니다. 이는 높은 용융 금속 및 다이 온도로 인해 지속적으로 발생하는 다이 캐스팅 공정에서 발생하는 다이 침식 문제를 완화합니다. 주물의 강도가 높고 두꺼운 스프루를 사용한다는 것은 주물을 스프루에 넣기 위해 띠톱을 사용해야 한다는 것을 의미합니다.
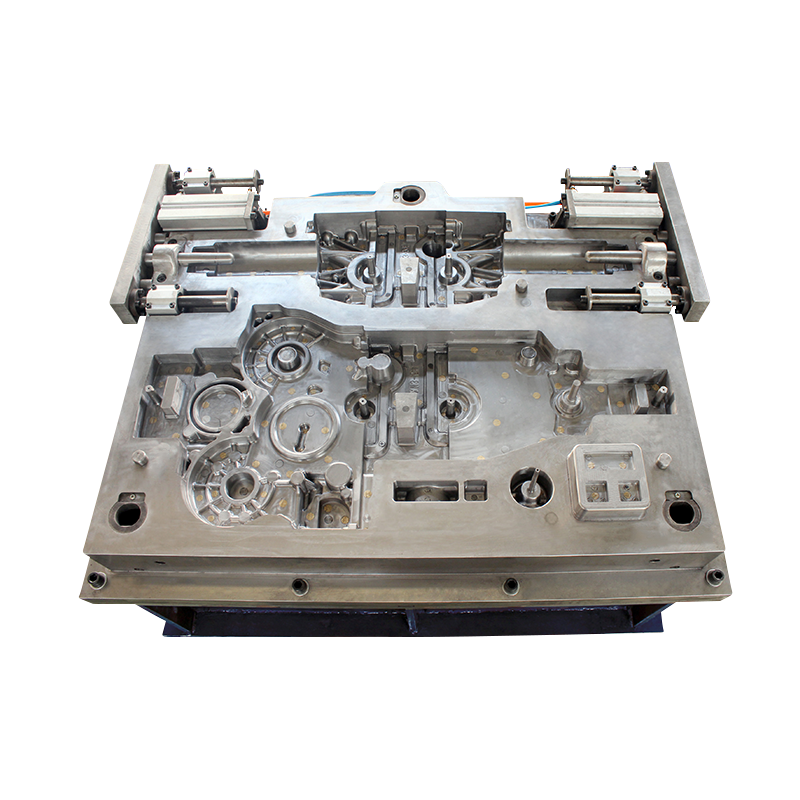
트리밍 프레스는 다수의 복잡한 주물에 사용되며 주물이 트리밍 다이를 통과하게 합니다. 가능한 한 트리밍 다이를 간단하게 만들기 위해 파팅 표면은 가능한 한 단차가 없어야 합니다. 트리밍 프레스는 종종 다이캐스팅 기계 가까이에 위치합니다. 이를 통해 작업자, 주조 피커 또는 로봇이 다이캐스팅 기계에서 주물을 제거할 때 주물을 프레스에 직접 배치할 수 있습니다. 트리밍 프레스 또는 트리밍 다이의 고장은 프레스 또는 트리밍 다이를 수리할 때 주물에서 게이트 및 플래시를 제거하기 위한 대체 방법이 즉시 제공되지 않는 한 다이캐스팅 기계도 작동을 멈춘다는 것을 의미합니다.