푸스키
푸스키 스페인어
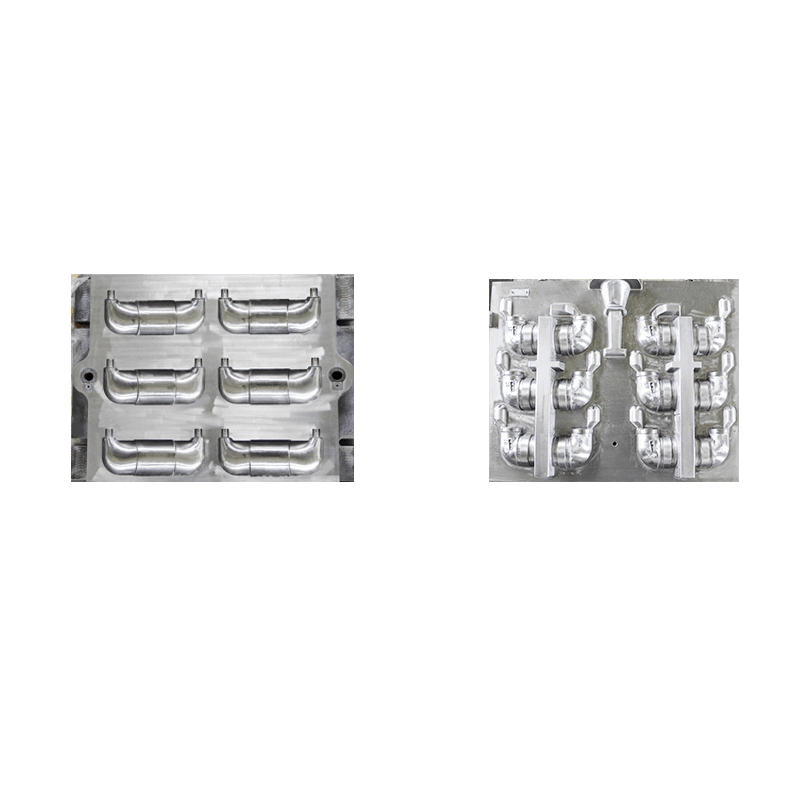
스페인어 다이캐스팅 금형은 액상 단조품을 주조하여 전용 다이캐스팅 다이 단조기에서 완성하는 공정 방식에 속합니다. 다이캐스팅에는 다이캐스팅 재료, 다이캐스팅 기계 및 다이의 세 가지 요소가 필수 불가결합니다. 생산 공정에서 생산 효율성, 브랜드 품질 및 높은 경제적 이익을 개선하고 다이캐스팅 금형의 수명을 연장하기 위해서는 다이캐스팅 금형의 사용 및 유지 관리가 매우 중요합니다.
다이캐스팅 금형의 올바른 사용 및 유지보수:
1. 금형의 급냉·가열을 최소화하고, 최대한 연속 생산하도록 노력한다. 냉간 금형 상태에서는 고속 사출이 엄격히 금지됩니다.
다이캐스팅 공정 중에 다이캐스팅 몰드는 열팽창과 수축의 왕복 피로 상태에 있으며 몰드 캐비티의 온도는 기본적으로 160도에서 350도 사이에서 앞뒤로 변합니다. 손상. 냉간 금형 상태에서 생산을 시작하면 금형 온도가 낮은 온도에서 상승하기 시작하여 온도차가 커지고 금형 팽창 및 수축이 증가하고 그에 따라 금형 피로가 증가하여 금형 손상이 가속화되고 단축됩니다. 금형의 수명. 따라서 다이캐스팅의 생산에 있어서는 최대한 연속생산을 하여야 하며, 금형의 급속냉각과 급속가열을 최소화하여 금형의 수명을 연장하여야 한다.
또한, 냉간 성형 상태에서는 금형이 정상적인 생산 중에 온도에 도달하지 않으며 금형의 각 부분 사이의 간격이 상대적으로 큽니다. 이 경우 고속 주입 및 가압을 여는 것은 엄격히 금지됩니다. 그렇지 않으면 슬라이더, 이젝터 구멍 및 기타 부품을 포함한 금형의 갭 부분이 알루미늄 스킨으로 쉽게 파손되어 금형이 손상되고 금형 수명에 영향을 미칩니다.
2. 사출 속도를 최대한 줄이고 비압을 최대한 낮추고 금형의 충격을 줄입니다.
다이캐스팅 생산 중 사출 속도는 다이캐스팅의 충전 속도와 사출 게이트 속도에 영향을 미칠 뿐만 아니라 사출 속도가 높을 때 충격 피크를 증가시킵니다. 따라서 사출 속도가 빠르고 사출 게이트 속도가 빠르면 금형의 정련이 심화되고 충격 피크가 증가하며 금형에 대한 충격력도 증가하고 금형 수명이 크게 늘어납니다. 줄인. 따라서 다이캐스팅 공정을 조정할 때 제품의 품질을 확보하면서 사출속도를 최대한 줄이는 것이 매우 중요하며, 이는 금형의 수명을 연장하고 금형의 경제성을 높이는 데 매우 중요하다. 주조 기업. 현재 고급 다이캐스팅 기계에는 충격 피크 값을 줄이고 금형에 가해지는 충격력을 줄이며 금형 수명을 향상시키는 데 매우 유용한 사출 브레이크 장치가 장착되어 있습니다.
다이캐스팅 공정의 사출비 압력도 중요한 매개변수입니다. 주입 비율 압력은 일반적으로 주물의 품질 요구 사항 및 특성에 따라 400-900 kg/cm 2 입니다. 900kg/cm2를 초과하면 일반적으로 주물의 내부 품질에 거의 영향을 미치지 않습니다. 사출 비율이 너무 높으면 금형의 팽창력이 증가할 뿐만 아니라 팽창력이 공작 기계의 클램핑력을 초과하여 알루미늄 채널링이 발생합니다. 동시에 금형에 큰 팽창력이 가해지면 금형이 손상되거나 금형 수명이 단축됩니다. 따라서 다이캐스팅을 생산함에 있어서 사출 속도와 더불어 사출 고유 압력에 더 많은 주의를 기울여야 합니다. 사출별 압력은 사출 속도만큼 관찰하기 쉽지 않기 때문에 종종 무시됩니다. 실제로 사출률은 다이캐스팅 공정에서 중요한 매개변수로서 주조 품질에 영향을 미칠 뿐만 아니라 금형 수명에도 큰 영향을 미칩니다. 이것은 특히 다이캐스팅 기업의 관심을 불러일으킬 것입니다.
3. 금형을 사용할 때 금형이 압착되는 것을 방지하기 위해 드레이프와 알루미늄 스킨을 적시에 청소해야 합니다.
몰드를 사용하다 보면 다양한 이유로 몰드에 드레이프와 알루미늄 외피가 생기는 경우가 많습니다. 이때 제 시간에 청소해야 합니다. 그렇지 않으면 생산이 계속되면 금형이 압착됩니다. 특히 슬라이더 부분에서 슬라이드 웨이가 알루미늄 스킨 등으로 들어가면 다이캐스팅 기계의 매우 큰 클램핑 힘으로 인해 슬라이더가 무너지고 파손됩니다. 따라서 이러한 문제가 발생하면 금형을 적시에 청소해야 하며 원인을 찾아 금형을 제때 수리해야 합니다. 그렇지 않으면 수리하기 전에 금형이 손상될 때까지 기다리십시오. 이는 금형 수명에 심각한 영향을 미칩니다.
4. 용융 알루미늄의 주입 온도를 낮추고 금형의 수명을 향상시키십시오.
다이캐스팅 생산 중 용융 알루미늄의 주입 온도는 주물의 품질에 영향을 미칠 뿐만 아니라 다이캐스팅 몰드의 수명에도 영향을 미칩니다. 일반적인 다이캐스팅에서 용융 알루미늄의 주입 온도는 630도에서 720도 사이입니다. 다른 부품의 경우 주입 온도를 선택할 때 에너지를 절약할 뿐만 아니라 다이캐스팅 금형의 수명을 연장하는 더 낮은 온도를 선택해야 합니다. 용융 알루미늄의 온도가 높을수록 금형 침식이 커지고 금형 온도 필드 변화 범위가 커지고 열팽창 및 수축이 커지고 금형 피로가 커지고 손상되기 쉽습니다. 따라서 용융 알루미늄의 주입 온도를 적절하게 낮추는 것이 다이캐스팅 몰드의 수명을 연장하는 데 도움이 됩니다.