푸스키
푸스키 스페인어
스페인어 금속 제품을 만들 때, 중력 주조 금형 귀중한 것으로 증명할 수 있습니다. 이러한 유형의 금형은 금속을 모래에 넣기 위한 기계적인 힘을 필요로 하지 않고 알루미늄과 같은 경합금을 금형에 도입하는 데 효과적일 수 있습니다. 대조적으로 대부분의 주조 공정은 강제 또는 자연 압력을 사용하여 금속을 금형에 밀어 넣습니다. 다음은 중력 주조 금형의 일부 기능입니다.
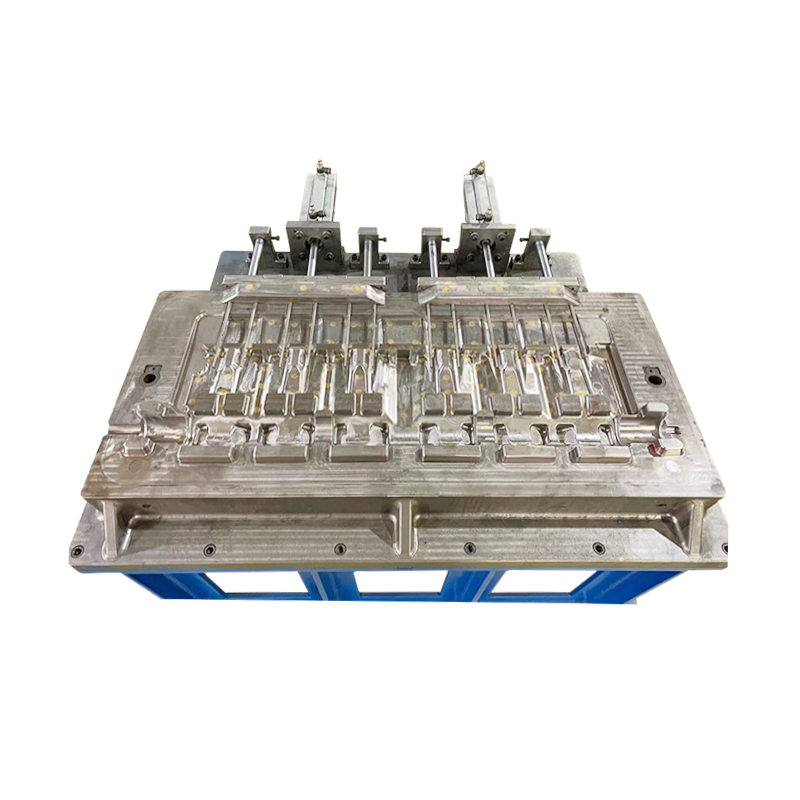
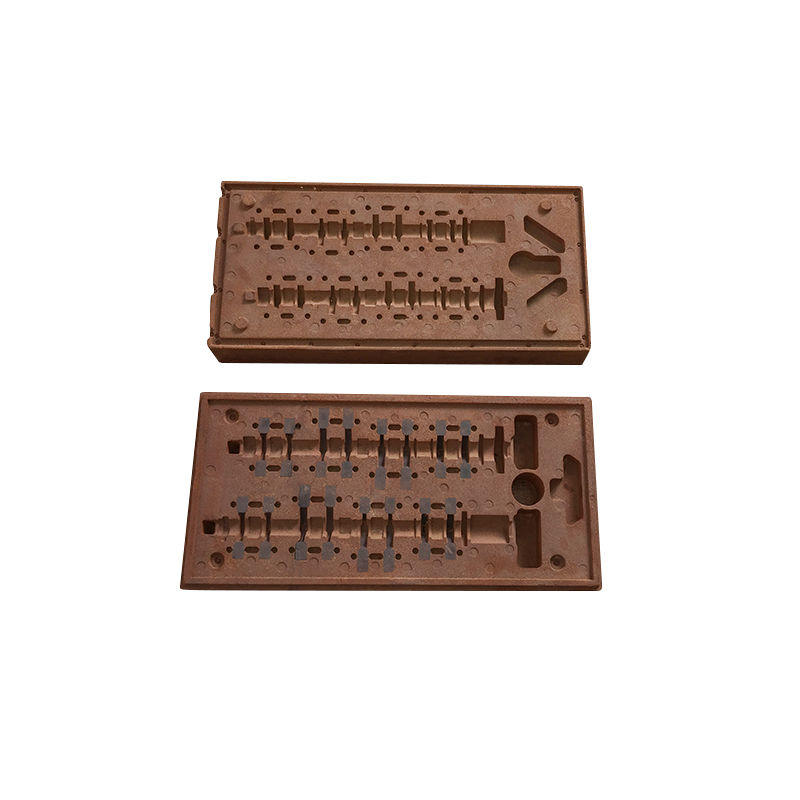
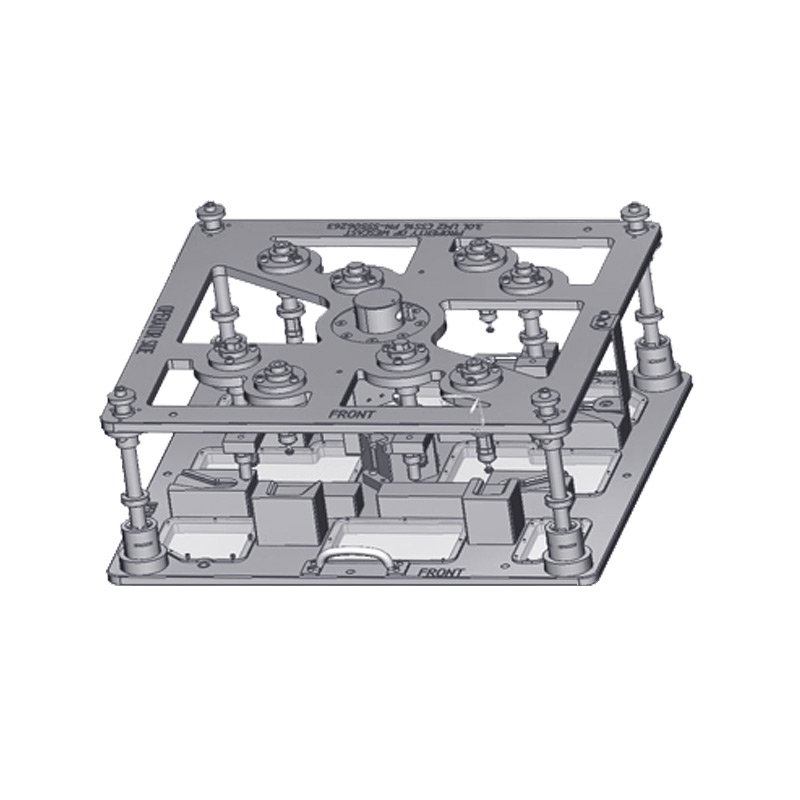
중력 주조 금형은 첫 번째 및 두 번째 금형과 배기 러너 금형과 같은 여러 구성 요소로 구성됩니다. 금형은 트윈 스크롤 부품을 포함하는 터빈 하우징 캐비티를 형성하기 위해 함께 작동합니다. 1차 라이저 상단에는 가열 슬리브가 제공되어 트윈 스크롤 부분에서 용융 금속의 수축을 방지합니다. 중력 주조 금형의 상단에는 용융 금속을 일정한 온도로 유지하는 스프루 컵이 있습니다.
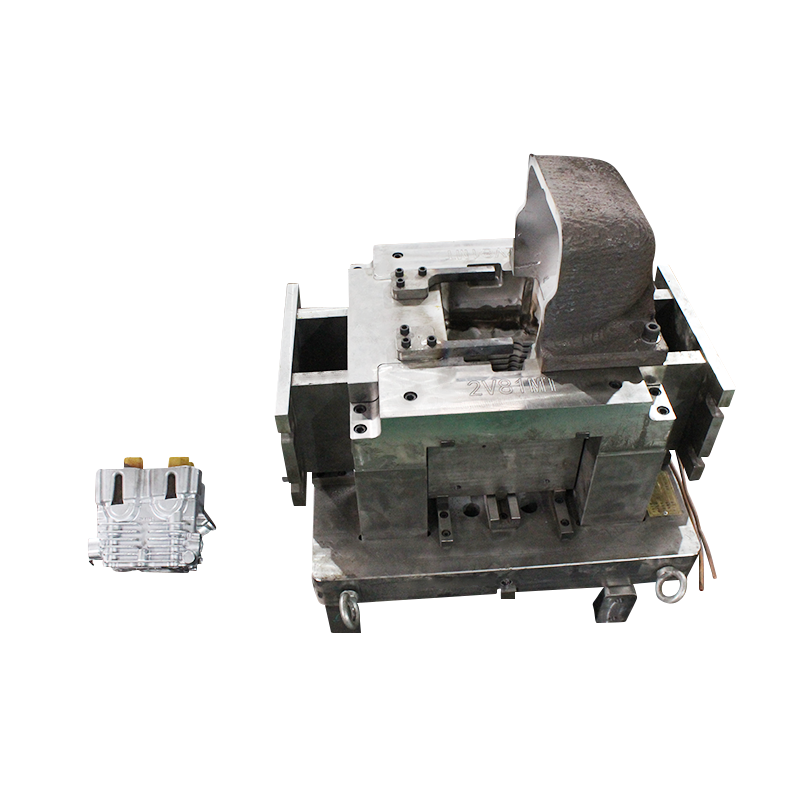
중력 다이 캐스팅 금형은 매우 다양하며 크기 제한이 없습니다. 이는 복잡한 형상을 생성할 수 있음을 의미합니다. 또한 중력 다이 캐스팅 금형은 상대적으로 비용 효율적이지만 더 적은 수의 부품을 생산하는 경우 기존 금형보다 비용이 많이 듭니다. 저렴한 비용으로 소량 부품에 적합한 옵션입니다. 중력 다이캐스팅만큼 다재다능하지는 않지만 금속 부품을 만드는 효율적인 방법이기도 합니다.
중력 주조 금형은 일반적으로 첫 번째 주조 주기 이전과 각 주기 동안 지속적으로 가열됩니다. 균일한 온도는 열 피로를 줄이고 금속의 흐름을 용이하게 합니다. 또한 주조 금속의 냉각 속도를 조절하는 데 도움이 됩니다. 이 방법은 일반적으로 적절한 작동을 보장하기 위해 가열 시스템과 온도 모니터링 장비가 필요합니다. 이러한 유형의 금형에는 온도를 일정하게 유지하기 위해 몇 가지 추가 장비가 필요합니다.
중력 주조와 모래 주조의 차이점은 금형에 있습니다. 두 방법 모두 동일한 목적에 효과적이지만 몇 가지 중요한 차이점이 있습니다. 주요 차이점은 구조입니다. 모래 주조에서 주형은 모래 혼합물로 형성된 다음 용융된 액체 금속을 공동에 붓고 냉각되어 응고됩니다. 중력 주조와 달리 모래 주조는 소모성 주형 주조 공정으로 소규모 생산에 이상적입니다. 그러나 영구 주형 주조는 대규모 생산 작업에 더 적합합니다.
중력 다이캐스팅은 대부분 수동이지만 장점이 있습니다. 강도, 인성 및 연성이 우수한 부품을 생산합니다. 또한 응고율이 높고 미세한 입자 구조의 주물을 생산합니다. 중력 다이 캐스팅이 항공 우주 산업의 구조 부품을 만드는 데 사용되는 경우 금형은 일반적으로 영구적입니다. 이러한 부품은 종종 영구 금형으로 가공되어 생산 속도를 높일 수 있습니다.