푸스키
푸스키 스페인어
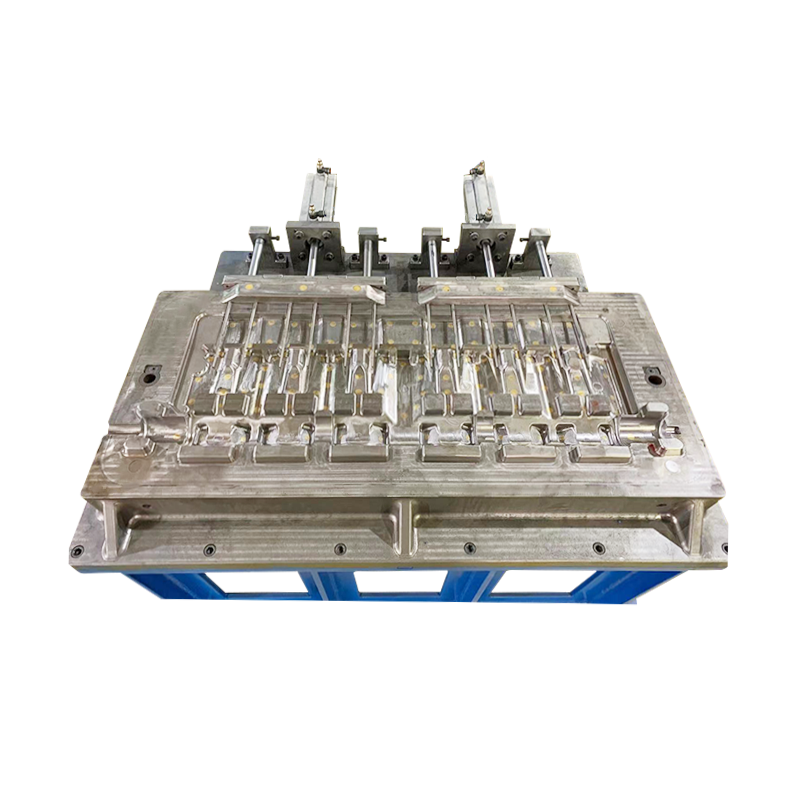
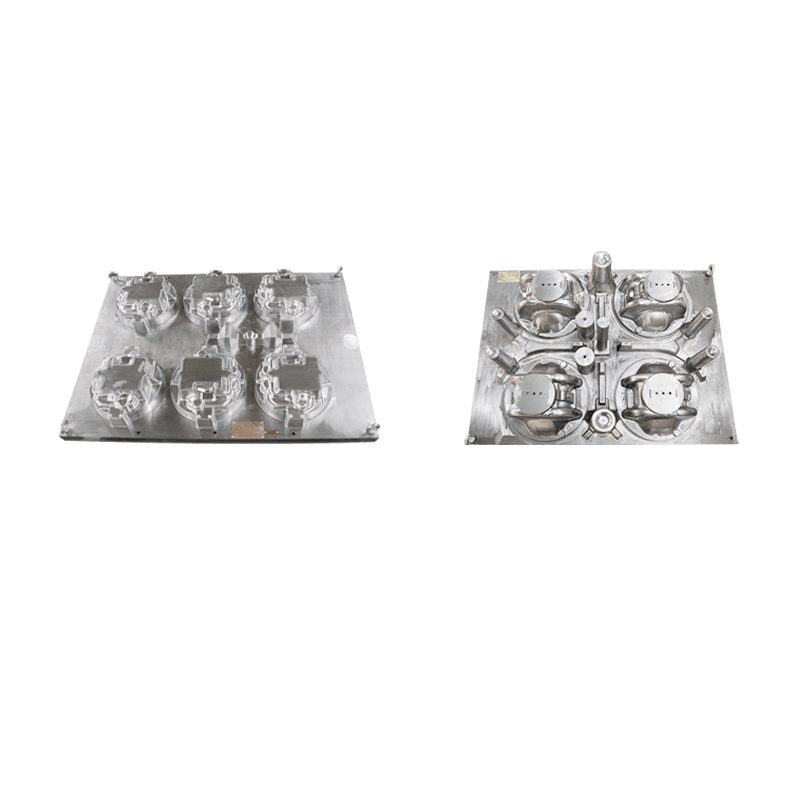
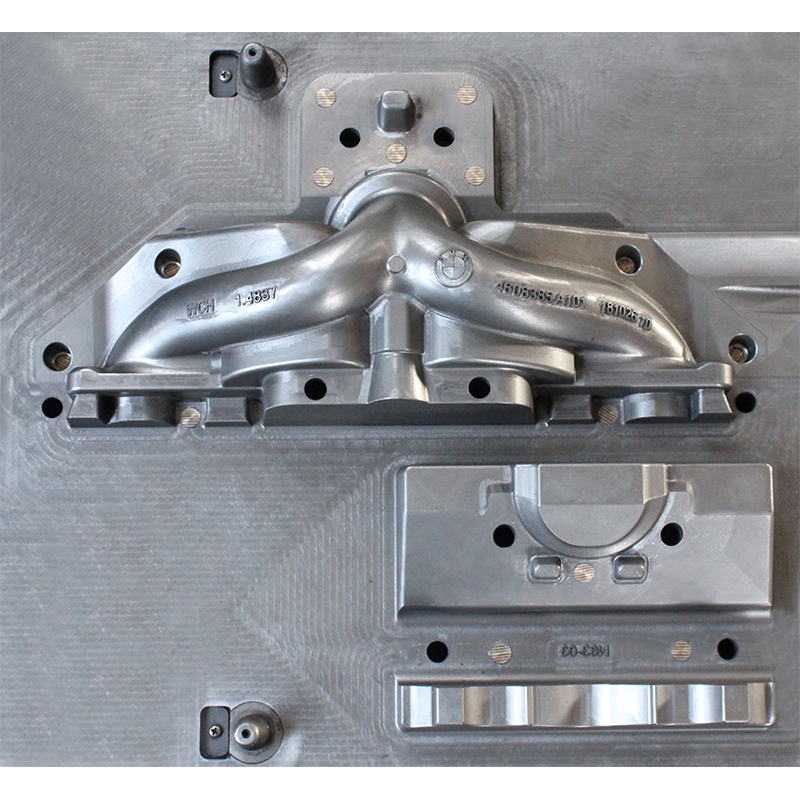
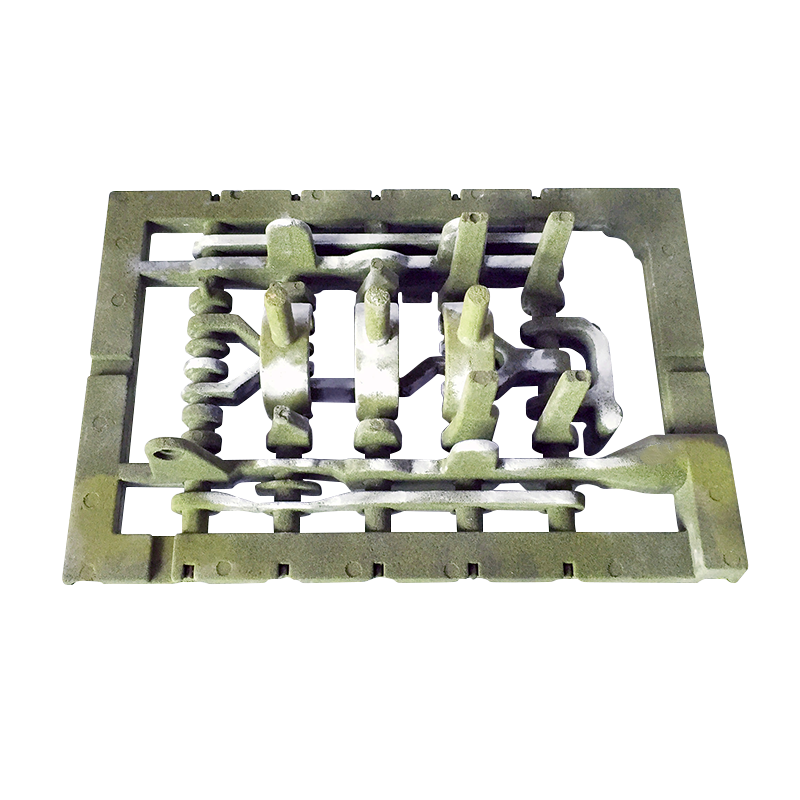
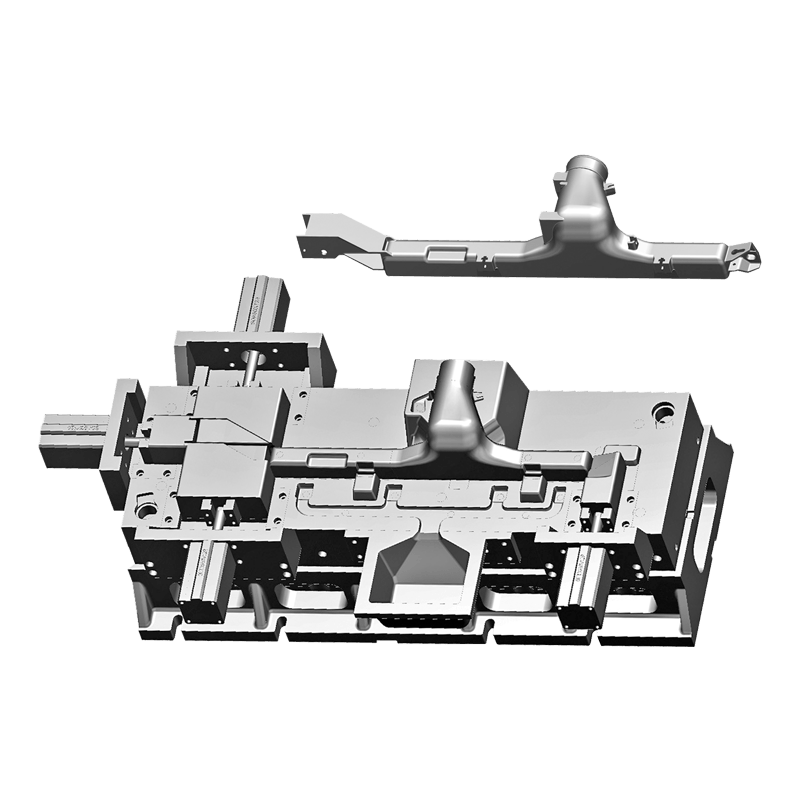
스페인어 알루미늄 합금 다이캐스팅 생산 시 주의 사항:
1. 벽 두께, 두께 간격은 보충에 영향을 미칩니다.
2. 탈형은 사출 성형 탈형보다 훨씬 어렵기 때문에 드래프트 각도 및 탈형력 설정에 특별한 주의를 기울여야 합니다. 일반적으로 드래프트 각도는 탈형의 평활도를 고려하여 1~3도이며, 외부 드래프트의 기울기는 내부 드래프트보다 작고 외부 드래프트는 1도, 내부 드래프트는 2~3도입니다.
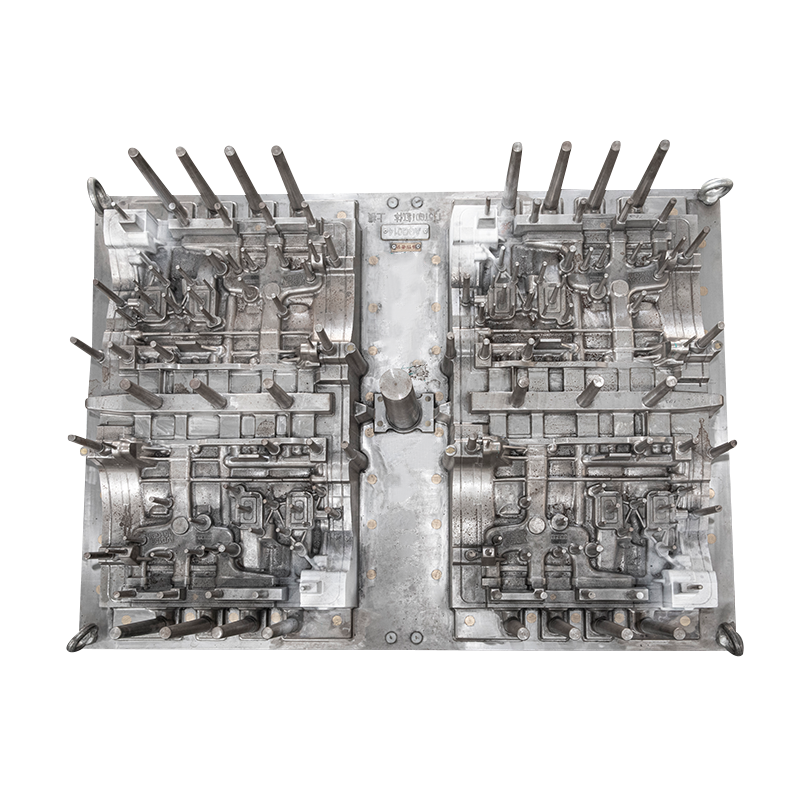
3. 금형에서 여러 방향의 펌핑 위치가 있는 경우 두 끝이 배치되더라도 하단 펌핑 센터가 균열을 일으킬 수 있으므로 하단 펌핑 센터를 배치하지 않는 것이 좋습니다.
4. 일부 알루미늄 합금 다이캐스팅에는 오일 주입, 분말 분사 등과 같은 다른 규정이 있습니다. 이때 게이트 오버플로 홈을 피하여 설정을 용이하게 해야 합니다.
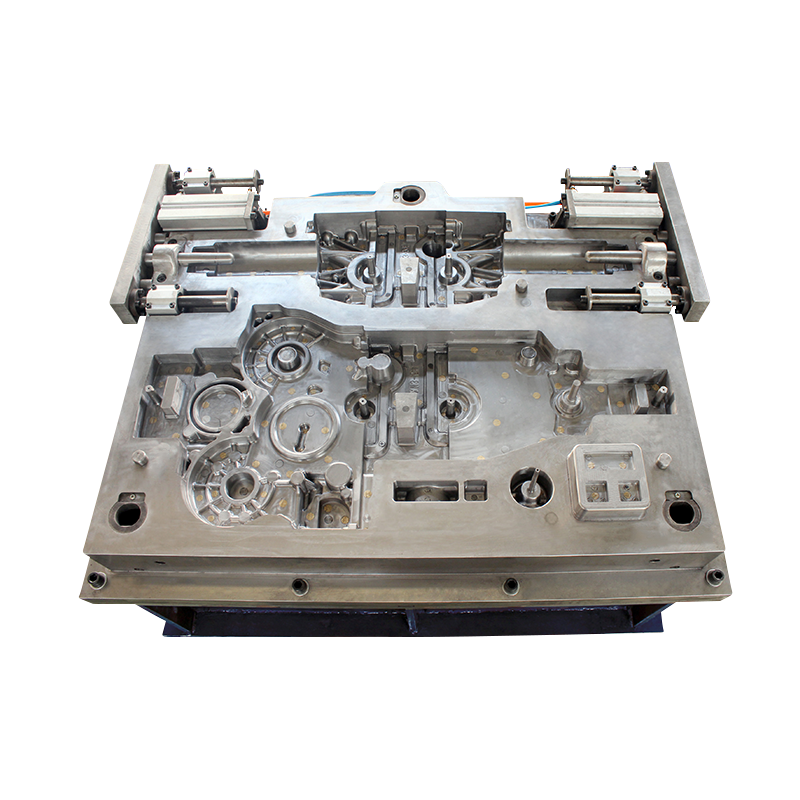
5. 레이아웃에서 복잡한 금형 천을 방지하고 다중 코어 또는 나선형 코어를 사용할 수 없습니다.
6. 외부 처리를 중지합니다. 전체 기계 계획에 처리량을 남겨 둘 필요가 있습니다. , 금형에 불꽃이 튀는 시간입니다. 0.8mm 이하로 남겨두는 것이 좋으며, 단단한 층에 의해 보호되기 때문에 처리된 표면에 기공이 보이지 않습니다.
7. 알루미늄 합금 다이캐스팅 부품은 탄성이 없으며 버클 위치는 플라스틱과 동일해야 합니다.
8. 평일에는 깊은 구멍을 만들지 말고 금형을 열 때만 약간의 구멍을 낸 다음 가공하십시오.
9. 벽이 얇은 기계라면 너무 얇지 않고 보강 리브를 사용하여 굽힘 저항을 높여야합니다.