푸스키
푸스키 스페인어
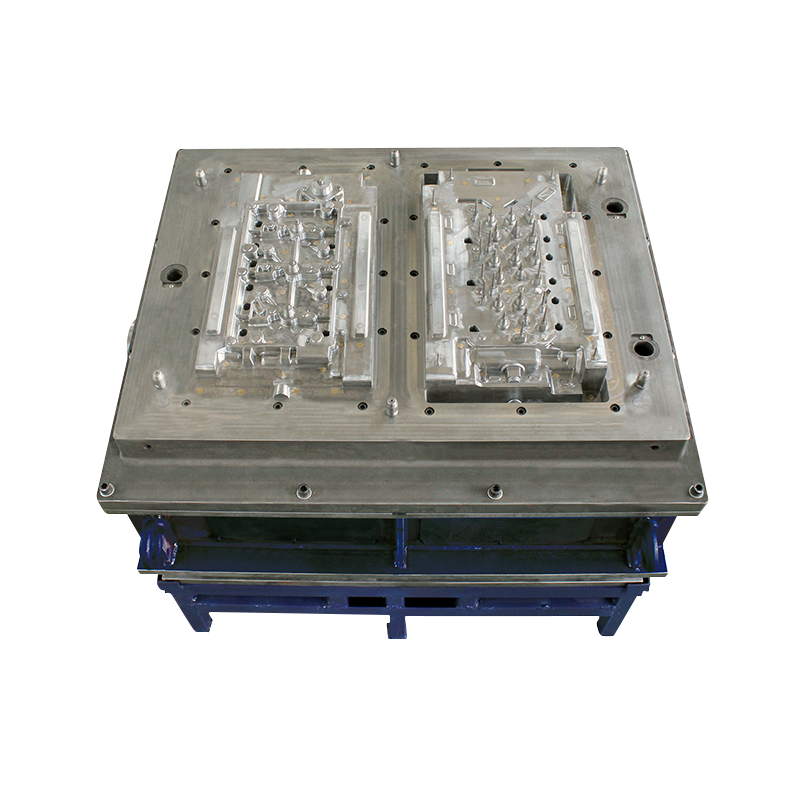
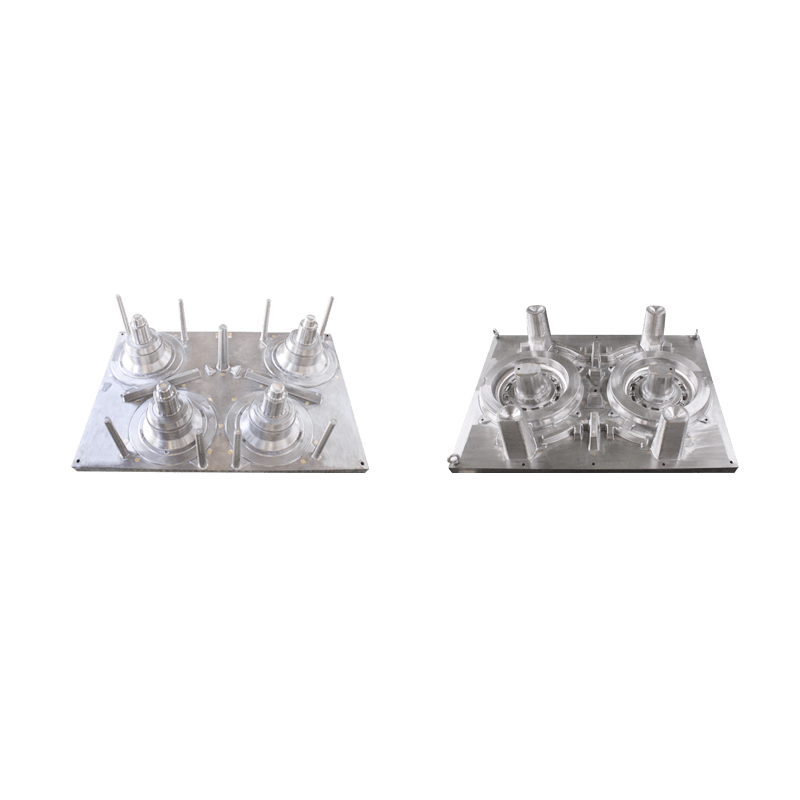
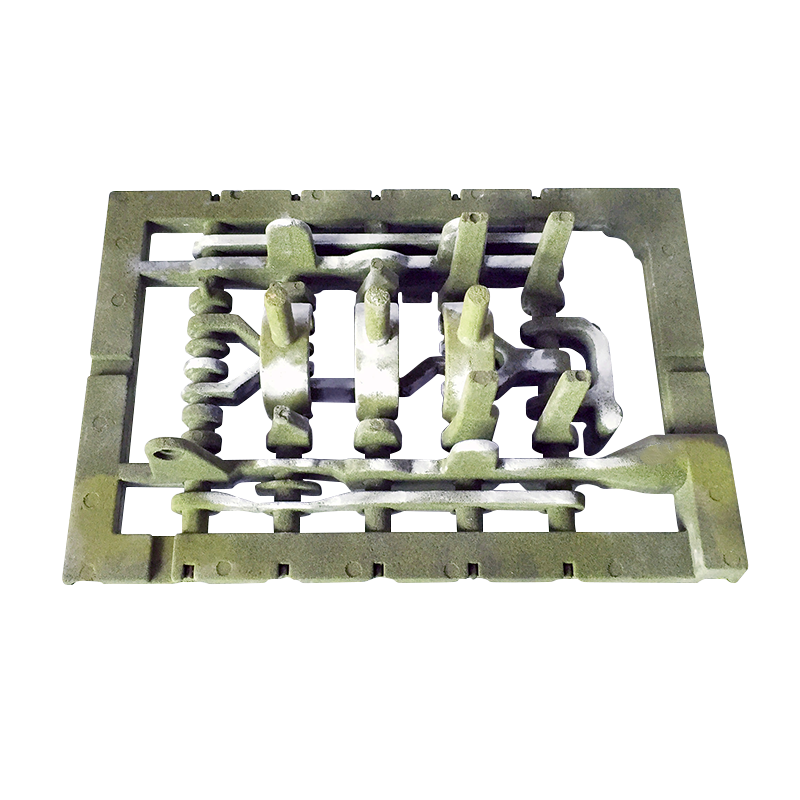
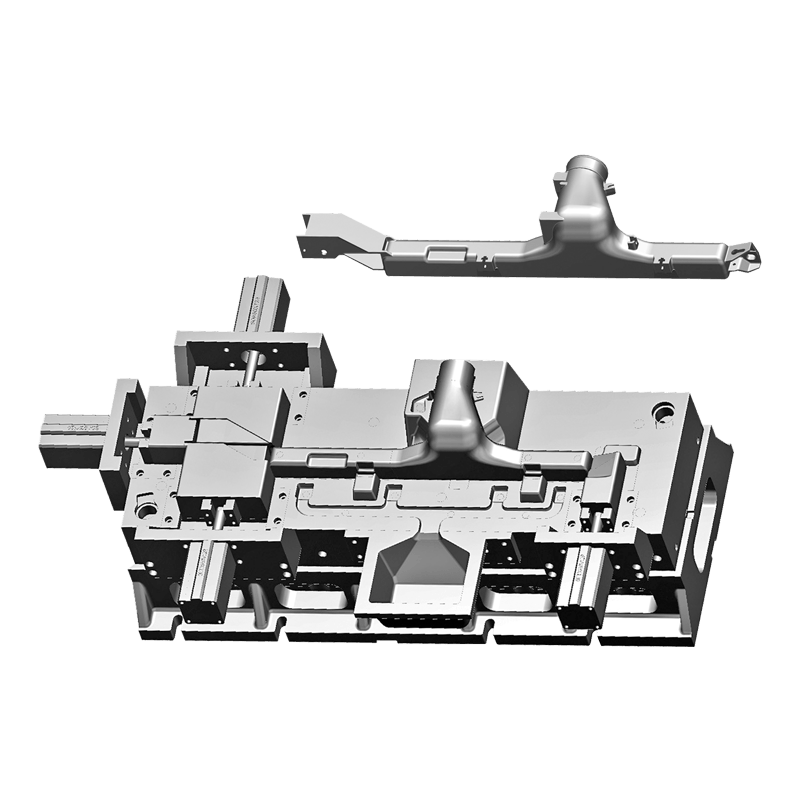
스페인어 그만큼 중력 주조 금형 크랭크 샤프트를 주조하는 데 사용되는 금형입니다. 주형은 크랭크샤프트(10)의 형상과 일치하는 개방 가능한 공동을 갖는다. 주형은 또한 용융 금속이 위로 흐를 수 있는 주입 게이트 또는 통로를 갖는다. 주조가 끝나면 금형에서 꺼냅니다.
중력 주조 금형은 강철 또는 알루미늄으로 만들어집니다. 다른 방법과 달리 이 방법은 속이 빈 주물을 만드는 데 사용됩니다. 일반적인 주조 금속에는 알루미늄, 마그네슘 및 주석 합금이 포함됩니다. 그러나 이 방법은 철 합금의 주조도 허용합니다. 일반적으로 금형은 금속이 주입되기 전에 약 150~200도까지 예열됩니다. 이는 열 손상을 최소화하기 위해 수행됩니다.
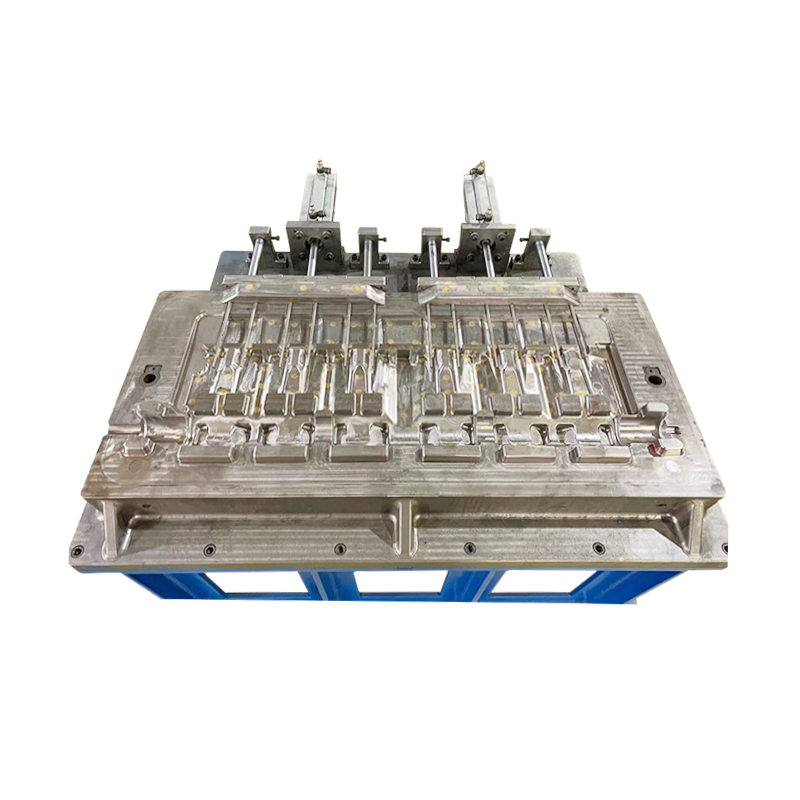
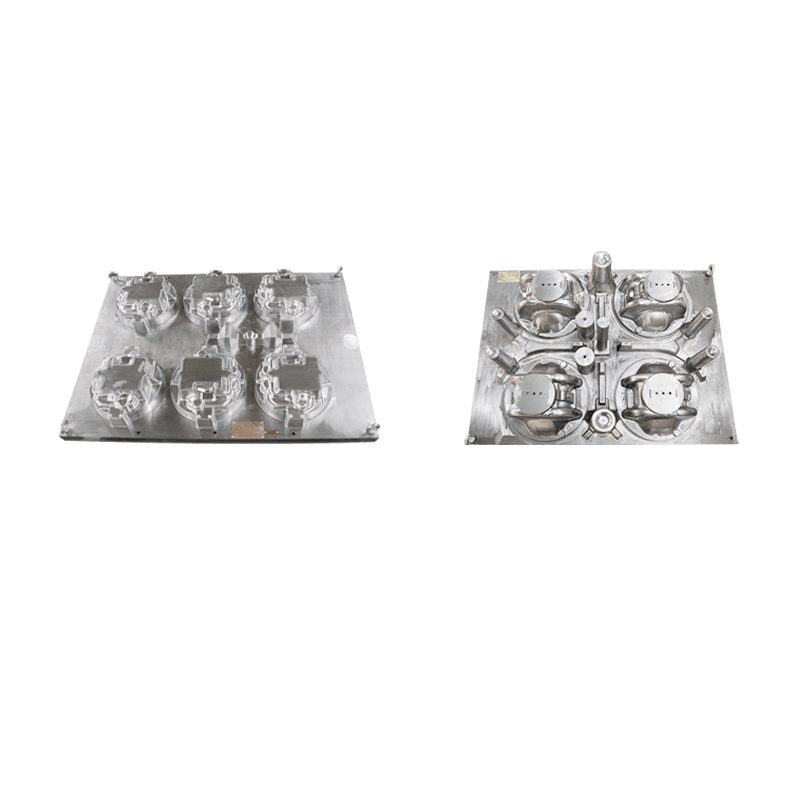
중력 주조 금형의 또 다른 이점은 내구성입니다. 중력 주조는 최소한의 마무리가 필요하기 때문에 유사한 부품에 중력 주조 금형을 다시 사용할 수 있습니다. 이는 특히 복잡한 모양의 부품을 대량 생산하는 경우에 유용합니다. 또한 생산 비용도 저렴합니다. 금형은 여러 번 재사용할 수 있으므로 상당한 절감 효과를 얻을 수 있습니다.
반중력 주조 쉘 몰드에는 드래그와 수지 결합 모래가 포함되어 있습니다. 드래그 앤 코프는 밀봉 표면을 만들기 위해 함께 밀봉됩니다. 드래그와 코프는 진공 챔버 내부의 파팅 라인을 통해 서로 부착됩니다. 쉘 몰드는 일반적으로 벽이 얇은 몰드라고도 하지만 정해진 정의는 없습니다. 금형은 화학 반응, 열 또는 촉매 작용에 의해 경화됩니다.
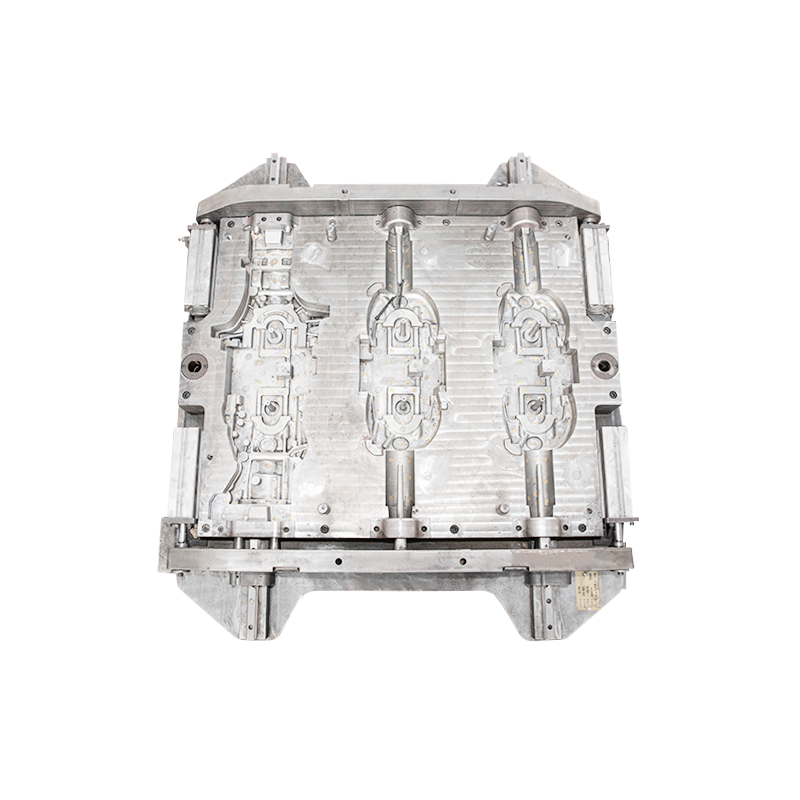
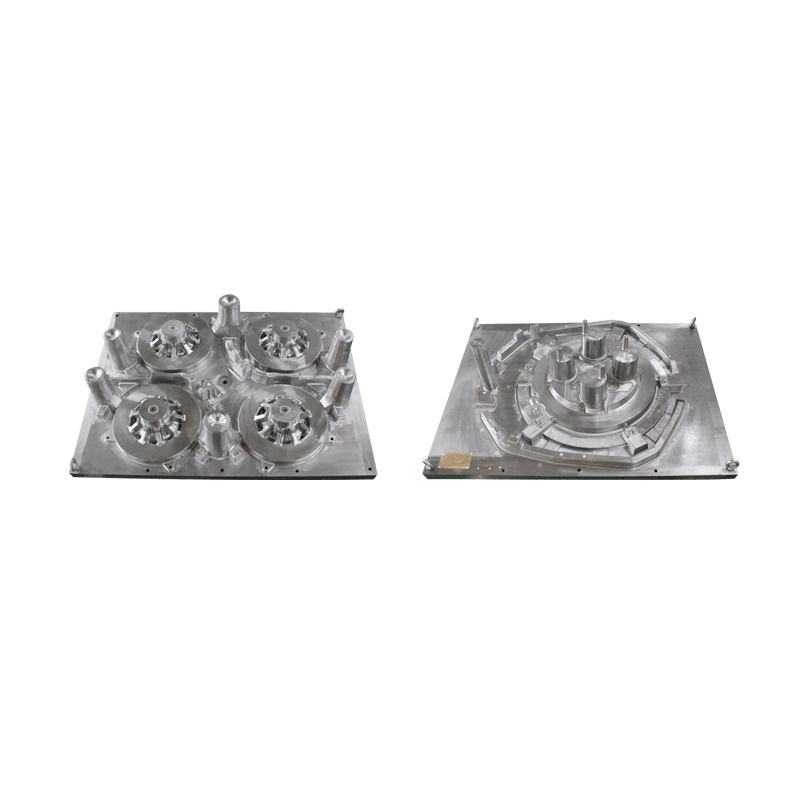
금형이 코팅되면 용융 금속이 부어집니다. 그런 다음 금속은 고압 메커니즘에 의해 금형 캐비티로 밀어 넣어집니다. 이 과정은 주물이 단단해질 때까지 지속됩니다. 완성된 주물은 뜨거운 눈물을 방지하기 위해 주형에서 제거됩니다. 적절하게 코팅된 금형은 여러 주물에 대해 지속되어야 합니다.
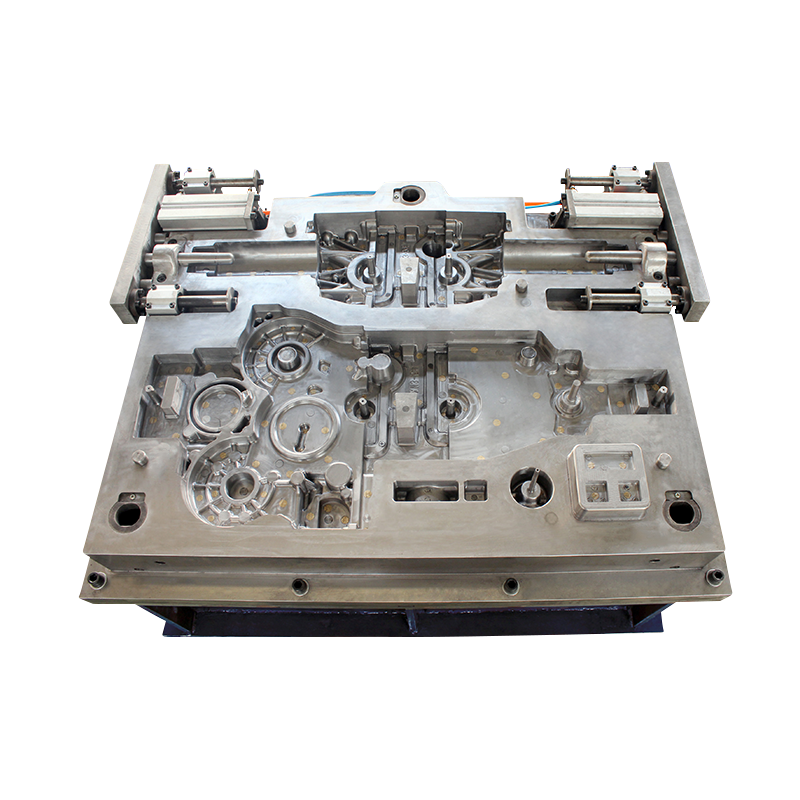
중력 주조 금형은 모든 금속 또는 합금으로 만들 수 있습니다. 알루미늄 합금은 강하고 가벼우며 부식에 강하기 때문에 중력 다이캐스팅에 널리 사용됩니다. 구리 합금은 중력 다이캐스팅에도 탁월합니다. 그들은 강하고 마모에 매우 강하며 거의 강철만큼 강합니다. 중국에서 이러한 유형의 금형을 매우 다양하게 찾을 수 있습니다.